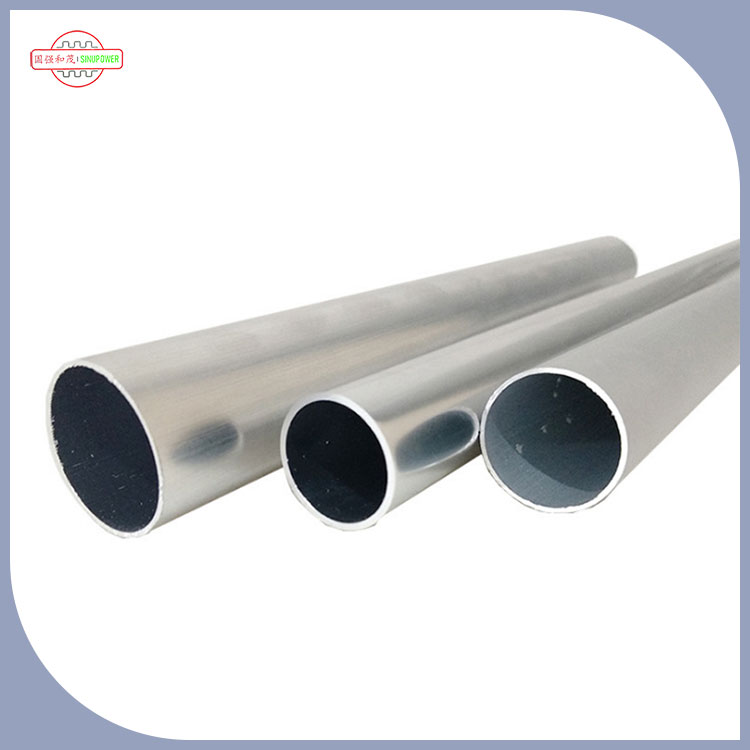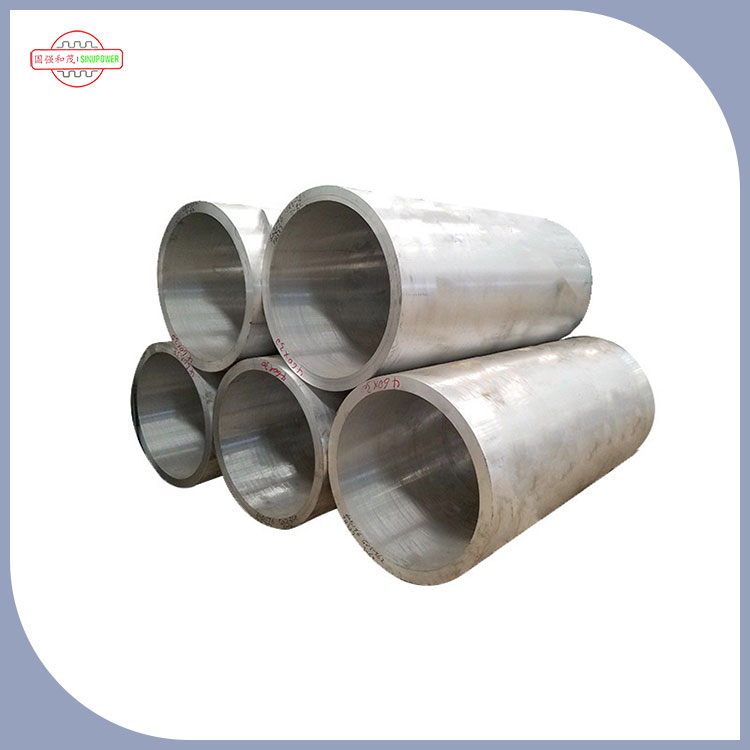

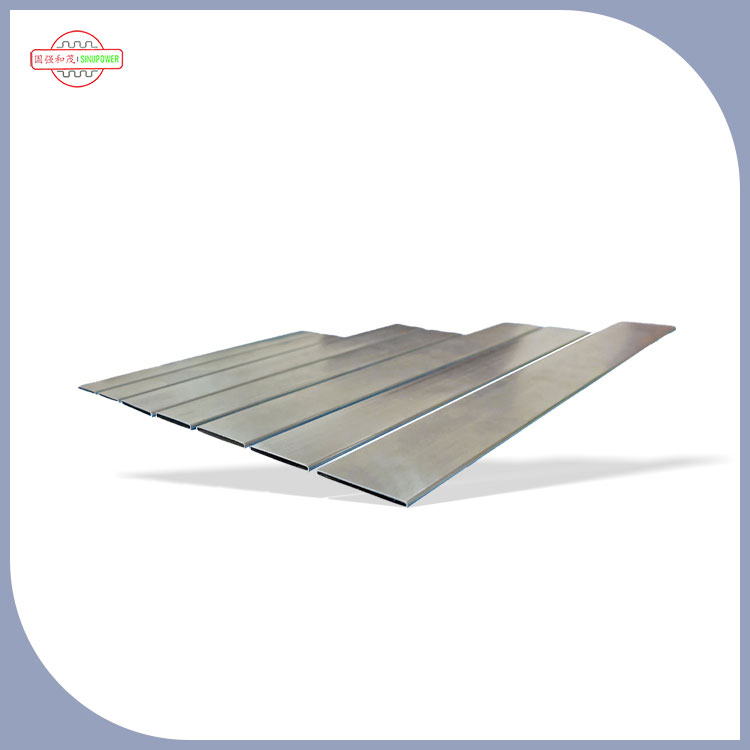
لوله های بیضی صافدر مقطع بیضی مسطح (محور طولانی 80-200 میلی متر ، محور کوتاه 30-80 میلی متر) هستند و مشکلاتی مانند پوستی مقطع و برآمدگی های بیش از حد در هنگام برش زاویه های راست مستعد هستند. فرآیندها و ابزارهای حرفه ای برای دستیابی به پردازش دقیق برای اطمینان از کیفیت جوش یا مونتاژ بعدی مورد نیاز هستند.
دشواری برش بر روی خصوصیات مقطعی متمرکز شده است. ساختار نامتقارن لوله های بیضی مسطح ، اطمینان از صحت زاویه مناسب روش سنتی یک اندازه متناسب را دشوار می کند. اگر انحراف زاویه برش بیش از 1 درجه باشد ، شکاف مفصل باسن از 0.5 میلی متر فراتر خواهد رفت و بر استحکام جوش تأثیر می گذارد. علاوه بر این ، هنگامی که ضخامت دیواره لوله (معمولاً 2-5 میلی متر) ناهموار است ، گرمای بیش از حد موضعی و تغییر شکل مستعد ایجاد می شود. به خصوص در پردازش مواد استیل ضد زنگ ، دمای بالا باعث ایجاد مقیاس اکسید می شود و هزینه سنگ زنی بعدی را افزایش می دهد.
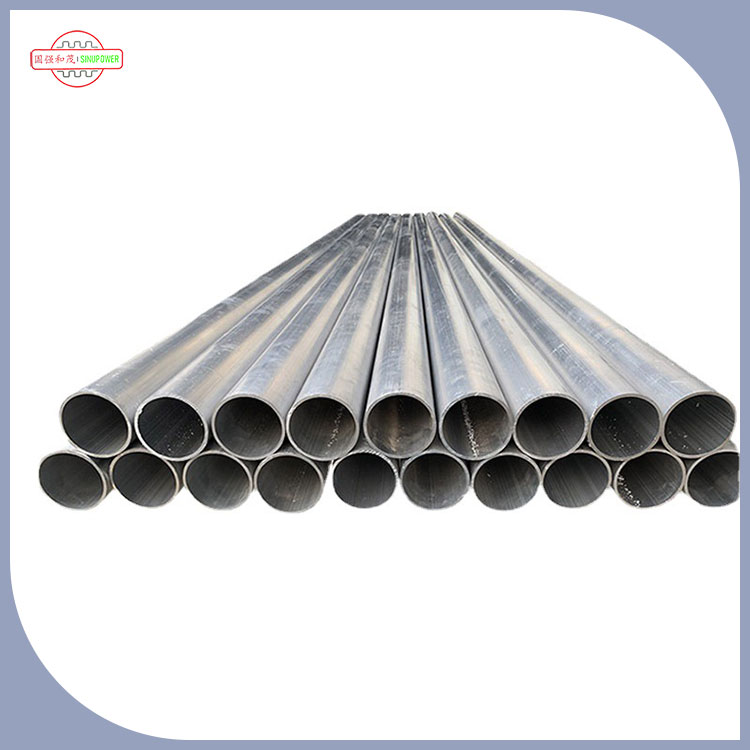
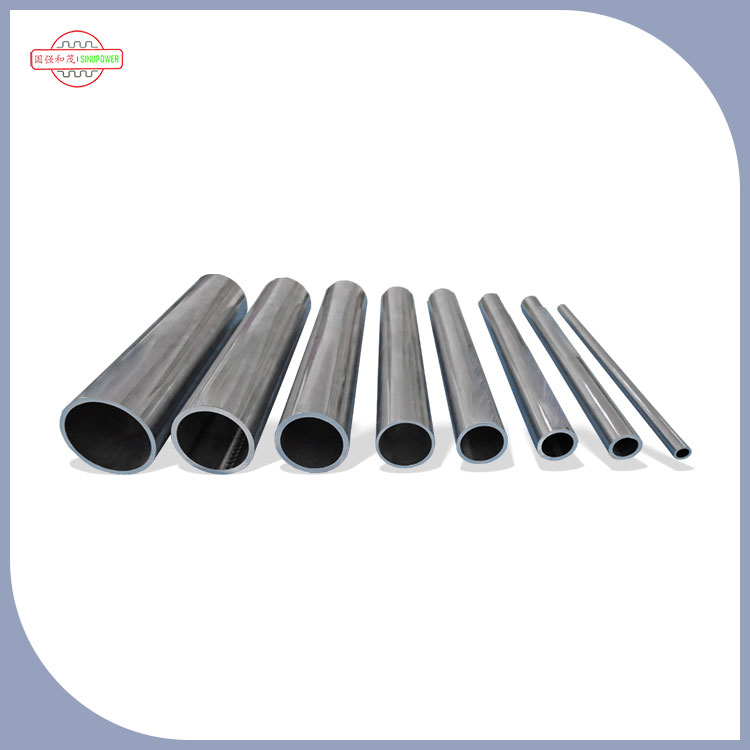
انتخاب ابزار باید با مواد و مشخصات مطابقت داشته باشد. برای لوله های بیضی مسطح فولادی کم کربن ، برش پلاسما (80-120A فعلی) با سرعت برش 10-15 میلی متر در ثانیه توصیه می شود و خطای عمودی این بخش را می توان در 0.3 میلی متر در متر کنترل کرد. برای مواد استیل ضد زنگ ، برش لیزر (قدرت 500-1000W) ترجیح داده می شود ، که از طریق پرتوهای نوری با انرژی بالا که توسط فیبر نوری منتقل می شوند ، با یک منطقه تحت تأثیر گرما از <0.1mm برای جلوگیری از خوردگی بین دانه ای ، پردازش بدون تماس را تحقق می بخشد. لوله های دیواره نازک (ضخامت <3 میلی متر) می توانند از برش سیم CNC با دقت 0.01 میلی متر پوند استفاده کنند ، که برای پردازش قطعات دقیق مناسب است.
فرایند عملیات بر روی موقعیت یابی و تنظیم پارامتر متمرکز است. قبل از برش ، اتصالات لوله باید توسط وسایل ثابت ثابت شوند تا اطمینان حاصل شود که خط برش عمود بر محور است (انحراف ≤0.5 درجه) ، و نیروی بستن فیکسچر در 5-10mpa کنترل می شود تا از تغییر شکل جلوگیری شود. در حین برش پلاسما ، نازل 3-5 میلی متر از دیواره لوله دور نگه داشته می شود و فشار گاز (هوا یا نیتروژن) برای جلوگیری از واگرایی قوس به 0.6-0.8mpa تنظیم می شود. برش لیزر باید موقعیت فوکوس را با توجه به ضخامت دیواره تنظیم کند و تمرکز لوله های دیواره ضخیم به 1/3 دیواره لوله تنظیم می شود تا نفوذ برش را بهبود بخشد.
پردازش بعدی بر کیفیت نهایی تأثیر می گذارد. پس از برش ، یک چرخ زاویه (با چرخ سنگ زنی 120 گریت) لازم است تا برآمدگی ها را از بین ببرد تا مقطع مقطعی ra≤12.5μm را ایجاد کند. برای جلوگیری از زنگ زدگی بر روی برش ، لوله های فولادی ضد زنگ نیاز به منفعل دارند (به مدت 10-15 دقیقه در محلول اسید نیتریک غوطه ور می شوند. برای صحنه هایی با نیازهای با دقت بالا (مانند مونتاژ لوله اگزوز خودرو) ، انحراف زاویه ای مناسب باید توسط یک ابزار اندازه گیری سه مختصات تشخیص داده شود تا اطمینان حاصل شود که از استاندارد تحمل 0.1 درجه ° برخوردار است.
برش زاویه های راست روی fلوله های بیضی لاتنیاز به در نظر گرفتن عملکرد تجهیزات و جزئیات فرآیند دارد. از طریق موقعیت یابی دقیق ، بهینه سازی پارامترها و پردازش متعاقب آن ، می توان یک مقطع صاف و اثر پردازش زاویه دقیق حاصل شد و یک ضمانت اساسی برای آب بندی و مقاومت ساختاری اتصال خط لوله فراهم می کند.